IPEX 2010 – Решения Heidelberg способствуют росту производительности в сегменте промышленной коммерческой печати

• Новые виды раскладки страниц, которые обеспечивает модуль Prinect Signa Station, увеличивают производительность на 12%
• Поперечная загрузка продукции на самонакладе фальцевальной машины повышает производительность на 30-40%
На международной выставке IPEX компания Heidelberger Druckmaschinen AG (Heidelberg) продемонстрирует, каким образом можно увеличить производительность на всех этапах – от допечатной до послепечатной обработки. Новые варианты фальцовки (иная раскладка страниц) позволяют максимально эффективно использовать весь формат листа, что повышает производительность до 12%, в то время как поперечная загрузка продукции на самонакладе фальцевальной машины увеличивает эффективность фальцовки еще на 30-40%. «Это в очередной раз доказывает преимущества работы с поставщиком комплексных решений: новая технология для послепечатной обработки способствовала оптимизации всех этапов производства», – заявляет Стефан Пленц, член правления Heidelberg.
На выставке IPEX 2010 в зоне Industrial Commercial B1 посетителям будут представлены CtP-устройство Suprasetter 105 MCS, печатная машина Speedmaster XL 105, кассетная фальцевальная машина TD 94 и ВШРА ST 450.
Программа верстки Prinect Signa Station теперь позволяет размещать 36 вместо стандартных 32 страниц для конечного продукта формата A5. В фальцевальной машине TD 94 с самонаклада лист подается повернутым на 90 градусов (широкой стороной в машину) и может быть обработан с помощью всего двух кассетных фальцевальных секций. Помимо увеличения производительности эта технология предоставляет следующие преимущества – для инсталляции машины требуется меньшая площадь, сокращено время приладки и потребление электроэнергии и – что самое важное – улучшается качество фальцовки. Например, значительно уменьшается образование складок в углах («петухов») по сравнению с традиционными машинами для перпендикулярной фальцовки. Теперь значительно облегчается совмещение заголовков и объектов/изображений, переходящих со страницы на страницу, за счет уменьшения угла смещения во второй секции при параллельной фальцовке. Сфальцованные листы более компактны, что упрощает укладку и загрузку на самонаклад ВШРА Stitchmaster ST 450. Новый вариант фальцовки подходит и для последующего клеевого скрепления.
Новая пневматическая система распределения в два потока дает возможность параллельно выравнивать сфальцованный лист
Два технологических аспекта значительно увеличивают производительность кассетных фальцевальных машин серий Stahlfolder TH и TD. За счет поворота листа на 90 градусов на входе в машину и, соответственно, загрузки продукции широкой стороной на самонакладе при неизменяемой скорости машины, а также новой пневматической системы распределения продукции в два потока перед второй секцией фальцовки – производительность увеличивается примерно на 30% в зависимости от формата листа.
До появления новой пневматической системы распределения в два потока при поперечной подаче продукции существовала проблема изменения скорости перед второй секцией. Загрузка продукта на самонаклад и подача в секцию параллельной фальцовки осуществлялась узкой стороной, при этом необходимо поворачивать лист на 90 градусов перед входом во вторую секцию. За счет увеличения скорости на второй секции возникали проблемы с качеством фальцевания продукта (график 2).
Пневматическая система распределения в два потока во второй секции дает возможность параллельно выравнивать сфальцованный лист по двум линейкам и транспортировать продукт далее в машину. Таким образом, можно удвоить производительность, что, в свою очередь, позволит клиентам уменьшить скорость второй секции вдвое. За счет поперечной подачи листа в первую секцию параллельной фальцовки при неизменной скорости машины увеличивается производительность, при этом уменьшение скорости во второй секции улучшает качество фальцевания и стабилизирует весь процесс фальцовки продукта (график 3).
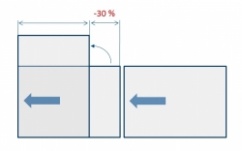
График 1: Поперечная подача листа
Производительность может быть повышена на 30% только за счет поворота листа на самонакладе.
График 2: Поперечная подача листа на фальцевальных машинах без пневматической системы подачи продукта в два потока
Ранее при поперечной подаче листа существовала проблема разницы скоростей между первой секцией параллельной фальцовки в связи с транспортировкой продукта короткой стороной и второй фальцсекцией, в которой подача происходит после поворота на 90 градусов уже по длинной стороне продукта.
График 3: Пневматическая система распределения продукции в два потока
Пневматическая система распределения продукции в два потока во второй секции позволяет параллельно выравнивать сфальцованный лист по двум линейкам и транспортировать продукт далее в машину. Это снижает скорость второй секции вдвое без уменьшения производительности.



