


Цель данной статьи – познакомить только начинающих свою практическую деятельность печатников и технологов с разновидностями и особенностями печатных красок, используемых во флексографских типографиях. Вместе с тем, автор также не сомневается, что она будет небезынтересна и для опытных специалистов.
Вряд-ли нужно объяснять, сколь важной составляющей любого печатного процесса является печатная краска. Именно она определяет многие печатно-технические и потребительские свойства оттиска, а также саму возможность запечатывания определенного материала и получения изображения определенного характера (растрового, штрихового или текстового). В огромной степени от свойств печатной краски зависит точность воспроизведения цветовых оттенков.
Краска должна обеспечивать точное воспроизведение цветового тона оригинала, стабильность и бесперебойность работы печати всего тиража, репродуцирование изображений любой сложности с получением мелкого текста (кегля), в том числе и на выворотке, растра с высокой линиатурой (до 60 лин/см и выше) и т.д.
Что в составе?
Флексографские краски состоят из связующего (пленкообразователя), растворителя, пигмента и различных добавок, которые могут находиться в различных соотношениях в зависимости от вида краски.
Пленкообразующее несет ответственность за печатные свойства и закрепление пигмента на запечатываемом материале. В настоящее время основными связующими для флексографских печатных красок являются:
1. Производные целлюлозы – нитроцеллюлоза, этилцеллюлоза, ацетобутират целлюлозы или ацетопропионат целлюлозы.
2. Полиамидные смолы.
3. Продукты полимеризации винила – поливинилбутираль, полиакрилат или смешанный поливинлхлорид.
4. Другие связующие – полиэфир, полиуретан, кетоновые смолы, малеинаты, акриловые смолы и т.д.
Кроме вышеперечисленных компонентов, в состав краски могут входить различные растворители, которые определяют непосредственно сам способ закрепления печатной краски на оттиске. В флексографских красках в основном в качестве растворителей используются вода, различные спирты (этанол, метанол, бутанол и др.) и другие органические растворители.
Различные добавки, содержание которых во многих красках на основе растворителей не превышает 5%, определяют, как печатно-технические, так и потребительские свойства будущих покрытий.
Процесс производства флексографских печатных красок включает диспергирование (перетир) пигмента (средняя степень диспергирования – 10 мкм), смешивание с растворителем и связующим, а также внесение различных добавок.
Типичная флексографская краска включает компоненты в следующем соотношении: растворитель – 70%, пигмент – 15%, пленкообразующее – 12%, добавки – 3%.
Вязкость – под контроль
В зависимости от типа запечатываемого материала меняются и требования к характеристикам краски. В первую очередь, к ее вязкости.
Вязкость краски (15–35 с) зависит от типа запечатываемого материала (бумага, пленка, фольга или какой-либо комбинированный материал) и характера изображения. Вязкость определяется при помощи вискозиметра ВЗ-4 (DIN4) и секундомера. В воронку с отверстием диаметром 4 мм заливается 100 мл краски и засекается время, за которое она полностью вытечет.
Наименее вязкая краска (18–22 с, как правило, водная дисперсионная) применяется при печати на бумаге, самоклеящейся бумаге, картоне и гофрокартоне. При печати на различных пленках, таких как полиэтилен, полипропилен, полиэтилентерефталат, лавсан, полиамид, целлофан, используется спиртовая краска с вязкостью до 25 с (на некоторых производствах, оптимальной вязкостью спиртовой краски является 24 с) по ВЗ-4 и выше. Вязкость флексографских красок регулируется непосредственно перед печатью путем добавления растворителя – воды, спирта или же смеси этих веществ.
Стоит отметить, что при печати первая и более кроющая краска должна иметь большую вязкость, чем следующая и чем менее кроющая. Одна из принятых очередностей печати триадными красками в флексографии (в порядке наложения на оттиск): черная, голубая, пурпурная, желтая. Возможны и различные другие варианты.
Какие они бывают?
По типу закрепления на оттиске все флексографские краски (а, также печатные лаки) можно разделить на водно-дисперсионные (закрепляются за счет впитывания и испарения), спиртовые (закрепляются за счет испарения летучих растворителей) и УФ-отверждаемые (закрепляющиеся под действием УФ-излучения от 200 до 430 нм). В последнее время ведутся активные разработки красок электронно-лучевого отверждения.
Наиболее экологически чистыми и удобными в работе являются дисперсионные (воднодисперсионные), или, как их называют, водоразбавляемые краски. В них основным растворителем является вода или же смесь воды и спирта. Эти краски используются при печати на впитывающих материалах, таких, как бумага (в т.ч. самоклеящаяся), картон и гофрокартон.
Запечатывать какую-либо синтетическую пленку такими красками сложно из-за недостаточной адгезии, хотя в последнее время появились и ведутся разработки водоразбавляемых красок для печати на полимерных пленках ПЭ (полиэтилен), ПП (полипропилен) и БОПП (биаксиально (двух) ориентированный полипропилен) и т. д.
В процессе закрепления краски нерастворимая в воде акриловая смола омыляется аммиаком и переводится в растворимую соль, а аммиак испаряется. Связующее обволакивает каждую частичку пигмента. При использовании данных красок изображение на оттиске получается матовым. Для ускорения отверждения водных красок в их состав может добавляться до 10% этилового спирта. Пенообразование устраняется путем использования специальных добавок, распыляемых на пену.
Спирт для полимеров
Спиртовые (или сольвентные) краски закрепляются на запечатываемом материале за счет испарения растворителя. Чаще всего в качестве растворителя используется этанол, метанол, пропанол и др. Также к испаряющимся растворителям можно отнести различные кетоны (ацетон), сложные эфиры и производные гликолей, а также углеводороды (бензин, толуол и ксилол).
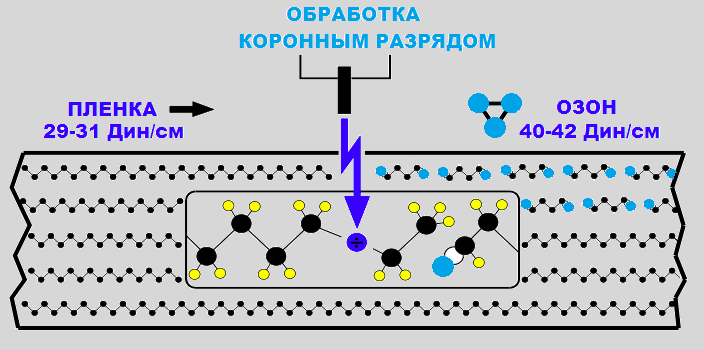
Спиртовые краски являются менее экологически чистыми и более дорогостоящими, чем водоразбавляемые, но обладают значительно лучшей адгезией к синтетическим запечатываемым материалам и обеспечивают больший глянец оттиска. Большинство применяемых в упаковочной индустрии пленок запечатываются именно красками на основе летучих растворителей, чаще всего спиртов.
Для улучшения адгезии полимерная пленка должна быть предварительно обработана коронным разрядом. Мелованная бумага также может запечатываться спиртовыми красками, при этом достигается хороший глянец изображений. Для ускорения отверждения спиртовых красок в качестве разбавителя обычно применяется смесь этанола и этилацетата в соотношении 80:20.
Для замедления высыхания красок в их состав добавляется до 5% метокси- или этоксипропанола. Для удаления (смывки) таких красок используются специальные растворители, обычно сложные эфиры. При использовании спиртовых красок необходима вытяжка.
Двуликий ультрафиолет
УФ-отверждаемые краски обеспечивают наилучшие условия печатного процесса и высокое качество оттисков – высокую линиатуру, точность цветопередачи (в том числе, телесных оттенков), стабильность цветового баланса при печати всего тиража, наиболее короткое время высыхания. При этом достигается необходимая адгезия краски к любому запечатываемому материалу.
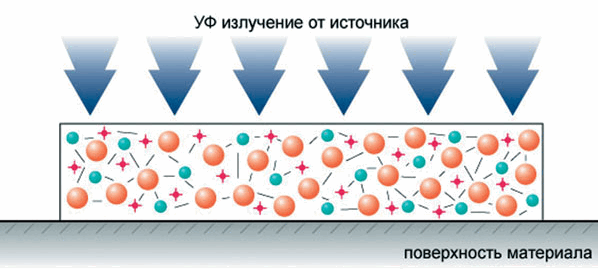
Вследствие того, что отверждение данных красок происходит под действием УФ-излучения, печатные машины должны быть оснащены модулями УФ-сушки, которые отличаются небольшими габаритами и малым расходом электроэнергии. Закрепление красок на оттиске происходит практически мгновенно за счет реакции фотополимеризации.
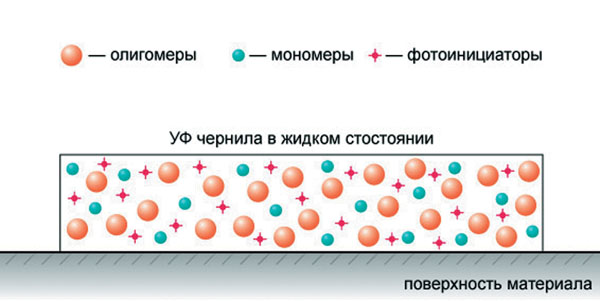
Причем данные краски не содержат растворителя и состоят в основном из связующего (около 65%), пигмента (около 15%) и добавок (около 20%). Связующим в данных лакокрасочных материалах является смесь полимеризационноспособных олигомеров, мономеров и фотоинициаторов, влияющих на скорость отверждения и свойства получаемых покрытий.
В узкорулонном этикеточном производстве использование УФ-отверждаемых красок уже является почти стандартом. К недостаткам УФ-отверждаемых красок стоит отнести их дороговизну, что обуславливает меньший по сравнению с водными и спиртовыми красками спрос, хотя в целом доля УФ-отверждаемых красок растет из года в год.
Озон, выделяющийся при работе УФ-ламп, является небезопасным для здоровья человека, однако, в последнее время разработаны лампы с водяным охлаждением, выделяющие малое количество озона, а также специальные озоновые фильтры. Кроме того, из-за присутствия фотоинициаторов, влияние которых на здоровье человека изучено не до конца, УФ-краски не рекомендованы для прямого контакта с пищевыми продуктами.
Отмечу, что все УФ-отверждаемые краски делятся на два типа по характеру отверждения: радикальные (обычные, практически все УФ-отверждаемые краски на рынке являются радикальными красками) и катионные.
В первом случае фотоинициатор распадается на радикалы, которые в свою очередь инициируют реакцию фотополимеризации (отверждения). Во втором – распад происходит на катионы и анионы. В случае катионных красок, отверждение происходит полностью, при этом за счет так называемой темновой (без воздействия УФ излучения) полимеризации в течение нескольких часов после процесса печати. За счет этого, данные УФ-краски пригодны для прямого контакта с пищевой продукцией.
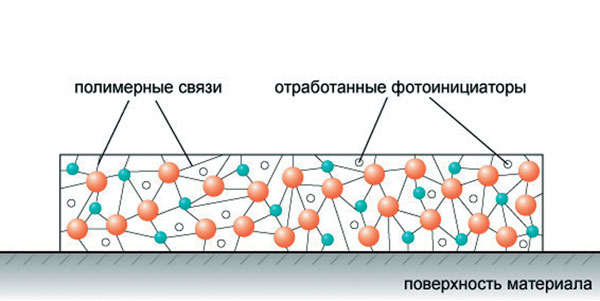
В случае обычных радикальных красок, отверждение которых происходит только под воздействием УФ-излучения, полного отверждения этих красочных композиций не происходит. Около 5 – 10 % от их состава остается в неотвержденном состоянии. В итоге, становится возможной миграция фотоинициаторов внутрь упаковываемого в запечатанный материал продукта. Это заметно ограничивает использование таких красок при изготовлении пищевой упаковки.
Тем не менее, из-за меньшей стоимости и более быстрого закрепления, основными и самыми распространенными красками, являются УФ краски радикального типа.
Обойдемся без фотоинициаторов
Как уже упоминалось, в последнее время появились также краски электронно-лучевого (ЭЛ) отверждения. Их достоинства в целом аналогичны краскам УФ-отверждения, однако высокая мощность излучения электронной пушки позволяет инициировать реакцию полимеризации без участия фотоинициаторов.
Это не только дает возможность использовать ЭЛ-отверждаемые краски для пищевой упаковки, но и снижает их стоимость. В отличие от других типов флексографских красок печать этими красками происходит без промежуточной сушки, в так называемом режиме «сырое-по-сырому».
Развитие данной технологии сдерживается высокой стоимостью модулей ЭЛ-излучения, а также ограничениями в конструкции печатных машин из-за необходимости исключить контакт невысохшей краски с проводящими валиками.
Золотые краски
В заключение отмечу, что ВСЕ обозначенные виды флексографских красок по виду пигмента, могут быть металлизированными (золото, бронза, серебро) красками. Принципиальным их отличием является структура пигмента, имеющего форму чешуек. Это, в свою очередь, определяет более ограниченное использование этих красок по сравнению с красками, использующими другие пигменты. Однако, достигаемые блеск и металлические оттенки делают такие краски весьма популярными при выпуске эффектной этикетки и упаковки.



