
Тестирование флексографского печатного процесса (часть 1)
Флексографская печать — это метод печати с использованием флексографской печатной формы и переноса краски через анилоксовый вал. Это тип высокой печати, называемый флексографской печатью. Флексопечать обладает уникальной гибкостью, экономичностью, выгодна для защиты окружающей среды и соответствует гигиеническим стандартам печати упаковки пищевых продуктов, что является одной из причин быстрого развития технологии флексографской печати. Флексографская печать вместе с офсетной печатью, глубокой печатью и трафаретной печатью называется четырьмя основными методами печати. Чтобы применить этот новый процесс печати, который одновременно является экологически безопасным и экономичным, необходимо собрать различные соответствующие данные в начальный этап как основа процесса. Тестовая пластина для флексопечати является очень хорошим средством сбора данных.
Конечно, тестовые пластины для флексопечати в основном используются для тестирования печатных форм флексопечати. Мы можем разделить их на тестирование параметров изготовления форм, тестирование производительности печатной машины, последующее тестирование продукта, тестирование управления цветом и другие функциональные тесты в соответствии с к функции тестовой версии.
Тестовая пластина для параметров изготовления пластин относительно невелика и в основном проверяет одну или несколько данных, необходимых для изготовления пластин, таких как тест лазерной гравировки, тест экспонирования, тест на промывку пластины, тест на сушку, тест на линейность пластины и так далее. В основном это касается тестовой пластины, используемой отделом изготовления пластин или компанией, производящей пластины, для конкретных параметров изготовления пластин перед печатью.
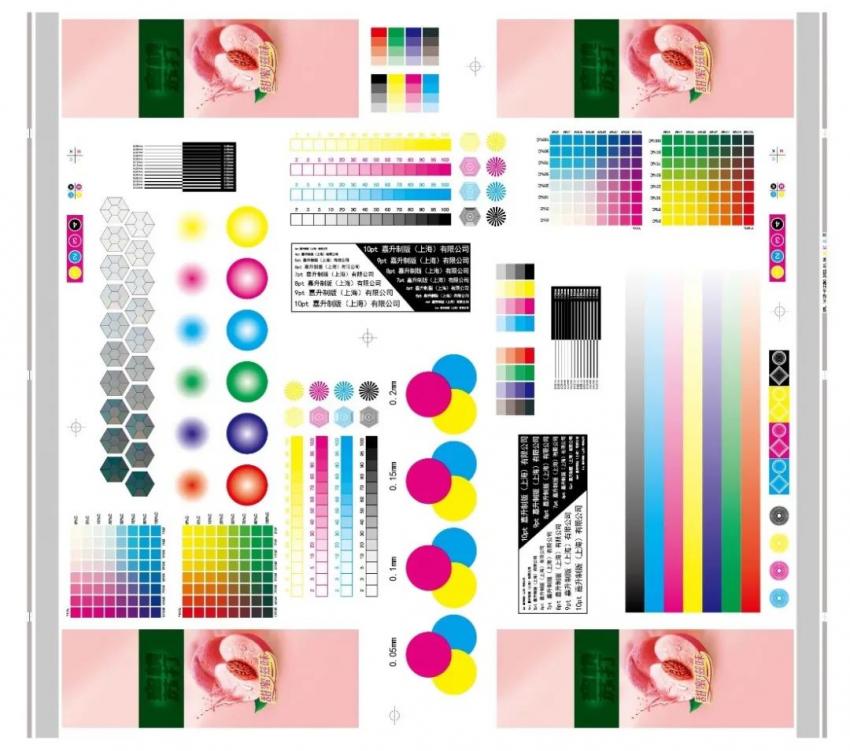
Тест производительности печатной машины — это распространенный тип теста, который мы используем во флексографическом производстве, также называемый пробной версией. Он в основном проверяет основные показатели производительности печатной машины при печати, такие как наложение, давление, полоски печатной краски, способность восстановления точек и символы инь и ян, возможность восстановления линии и т. д. Изготовление тестовой версии также основывается на этих потребностях и подборе соответствующих элементов измерения для верстки. Схема расположения тестовой пластины зависит от ширины оборудования и печатных материалов, а также окружности формного валика. Как правило, используется метод пятиточечного расположения, то есть одни и те же элементы размещаются вверх, вниз, влево, справа и посередине. Рассмотрите возможность добавления набора элементов, повернутых на 90 градусов. В то же время вы также можете разместить некоторый товарный контент. Вообще говоря, это означает разместить больше контента на ограниченном макете, чтобы проверить условия печати каждой части. Общее наложение показано в тестовой версии, как показано на рисунке ниже.Содержание тестовых элементов объясняется по очереди.
С левой и правой сторон имеются балансировочные стержни давления, на которых расположены перекрестия для размещения пластины, что в основном облегчает операцию выравнивания пластины. Конечно, его также можно использовать для наблюдения за ситуацией вложения печати, но данных нет. Что касается ситуации вложения тестовой печатной машины, существуют специальные элементы маркировки, такие как маркировка на рисунке:

В зависимости от размера позиции и точности маркировки оборудования могут быть получены различные данные надпечатки. Эти данные являются обязательным параметром при приемке печатной машины, а также являются основой для установки пряжки (ловушки) данные для будущего производства файлов печатных форм. Вообще говоря, чем меньше печатное оборудование, тем выше точность надпечатки, а точность надпечатки оборудования спутникового типа лучше, чем точность надпечатки единичного или стопочного типа. Поэтому при выполнении тестовых данных пряжки данные разных интервалов могут быть установлены в соответствии с разными моделями.Например, машина с узкой шириной обычно печатается с надпечаткой около 0,1-0,15, и данные этого ближайшего интервала могут получить. Широкоформатные машины обычно имеют надпечатку около 0,2-0,3, и параметры, близкие к этому количеству сегментов, могут быть выбраны при разработке тестовых данных. Основой для оценки размера пряжки является то, что фоновый цвет не может быть экспонирован при наложении трех цветов, но он не может быть слишком сильно напечатан.
Серый плоский экран расположен на внутренней стороне балансировочного стержня, а его длина соответствует периметру печати пластинчатого валика. При просмотре в основном распознается невооруженным глазом. При определенном освещении или источниках естественного света можно проверить, есть ли следы биения оборудования, наблюдая под разными углами. В нормальных условиях плоскоэкранная печать должна быть однородной и не иметь линий.
Обычно одна шкала размещается в окружном направлении или по одной шкале с каждой стороны.Эта шкала является исходной шкалой. После того, как флексографская форма прикреплена к формному цилиндру, она будет растягиваться из-за увеличения радиуса, поэтому мы основываемся на этой шкале, которая измеряет длину после растяжения, а затем рассчитывает скорость флексографической деформации рулона по периметру. Конечно, теоретическое значение также можно рассчитать по формуле, которую также можно использовать в качестве средства проверки. Как правило, он больше используется на широкоформатных машинах.
Расширение точки и маркировка давлением обычно выполняются вместе, потому что изменение давления оказывает большое влияние на расширение точки во время использования флексографской печатной формы. При разных давлениях степень расширения точки различна, поэтому мы обычно проверяйте это вместе, как показано на рисунке:
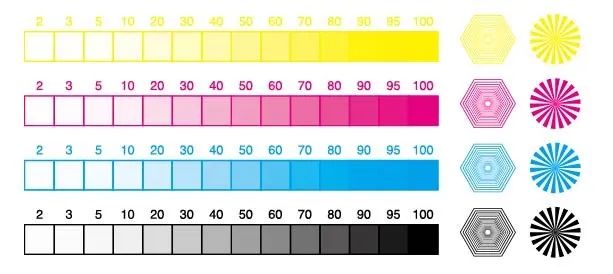
Не существует специального измерительного прибора для измерения изменения давления, большинство из которых можно наблюдать непосредственно невооруженным глазом, обычно это шестиугольная возвратная звезда или круглая звезда, состоящая из треугольного клина, как показано в правой части рисунка выше. При флексопечати требуется печать с легким нажимом, чтобы внутренние и внешние линии или изображения вышеперечисленных меток были хорошо видны во время печати. Если большая часть внутренней графики смешана в один, можно судить о том, что нажим слишком большой , потому что метка усиливает давление, поэтому о флексопечати можно судить интуитивно.
Измерение расширения сети можно проводить с помощью приборов. В общем случае интервал измерения представляет собой расширение сети между точкой минимума и полем. Понятно, что результат должен измеряться через каждый 1%, но данных таким образом слишком много, и нет необходимости измерять много промежуточных тонов. Для повышения эффективности, по сути, измерение части данных может описать приблизительную кривую расширения, а затем использовать функцию сглаживания может представлять очень близкие данные. При использовании печати обычно измеряются точки 2%, 25%, 50%, 75% и 95%.При тестировании нового оборудования вы можете измерить еще несколько точек, чтобы более точно описать расширение точек печати. Его можно измерить с помощью спектроденситометра, такого как спектроденситометр SP5000, как показано на рисунке ниже, который может не только измерять расширение сети, но также измерять значение LAB цвета, твердой плотности и т. д.

Здесь следует подчеркнуть, что экранный слой печатной формы, используемый для измерения расширения экрана, должен быть оригинального размера, например, 2% плоского экрана должны быть 2% в файле, и калибровочная кривая не может быть добавлена. Кривая изготовления формы может быть добавлена во время изготовления формы RIP, так что после изготовления формы точки восстанавливаются до теоретического значения, например, 150 линий, 2% точек теоретически имеют диаметр 27,02 микрон, а их чернила покрытие составляет всего 2%, поэтому это должно быть точно, ошибка данных на ранней стадии неизбежно приведет к неверным данным всех последующих измерений.
Вообще говоря, увеличение точек различно для разных номеров строк. При условии, что другие условия стабильны, печатная форма с низким номером строки меньше, чем печатная форма с большим номером строки. Твердость, давление оборудования, загрузка чернил на анилоксовый валик, печатный материал , производительность чернил и т. д. будут иметь прямое влияние на расширение точек. Следовательно, чтобы записать значение расширения точки, необходимо одновременно записать положение места печати. Расширение различных выходов оборудования неодинаково. Как правило, 2% могут быть расширены примерно до 10%, а 50% могут достигать 65-75%. Поэтому нет фиксированного значения для измерения, его можно использовать только в качестве Что нам нужно сделать, так это записать значение увеличения точки, когда рисунок будет четко напечатан, чтобы на него можно было сослаться в будущем при контроле производства.



